
Full List of Lean Manufacturing Tools
There are many Lean Manufacturing Tools and other ideas and principles that are associated with Lean. Most of these tools should be implemented within the main principles of Lean and as part of a clearly defined and planned roll out to improve your business.
Each of the tools can be implemented on its own, however, the greatest value will always come as part of a comprehensive implementation of lean. These tools are suitable for all forms of businesses and can be applicable to both manufacturing and service companies.
The following are some of the most important lean tools that you should implement and use within your business:
Top 50 Lean Tools
-
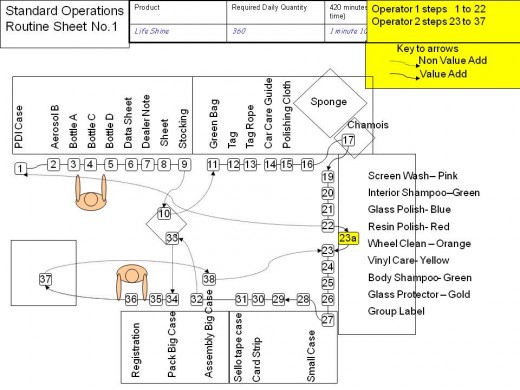
Standardized Work
Standard Operating Instruction
Standardized operations are required before you start anything else. If there is no clear and agreed way of performing the work then you have a vast opportunity for variation between how the work will be done. Processes should be agreed, documented, and controlled to ensure that we perform them in the most effective way every time. Standardized work provides us with a baseline from which we can start to make improvements. If there is no agreed way of working then you cannot know if any changes you have made are responsible for any improvements.
-
Five S
5S Lean
5S is probably the most well-known Lean Tool and is often the first implemented when a company starts their lean journey. It is simply a way of providing you with a workplace that is clutter free and organized in a way that provides for efficient, safe and ergonomic working. Typical efficiency gains of 10% to 30% are usually realized through an implementation of this tool, often without having any major expenditure. It is known as 5S because of the 5 stages that all start with S in Japanese:
- Seiri or Sort.
- Seiton or Straighten.
- Seiso or Sweep.
- Seiketsu or Standardize.
- Shitsuke or Sustain.
-
TPM – Total Productive Maintenance
Having machines and processes that you can rely on is vital for any business. Total Productive Maintenance (TPM) is a fully inclusive approach to maintenance that seeks to prevent any issues from occurring in the first place. It builds on the principles of preventative maintenance and uses the skills and knowledge of those that actually operate the processes and machines and does not simply rely on engineers and fitters. To find out more about TPM just click this link: Total Productive Maintenance.
-
6 Big Losses
Within any TPM implementation you must understand the reasons for any loss of your productivity. This is defined through looking at the 6 big losses:
- Breakdowns of your machines and processes
- Setups: this planned down time of the process due to changeovers and setups
- Stoppages: these are the short stoppages that are made due to minor issues
- Reduced speed: running at less than the design speed for the process
- Defects: these are the scrap or defective parts that may be turned out by the process
- Setup Scrap: these are the defective parts produced when setting up the process
-
OEE
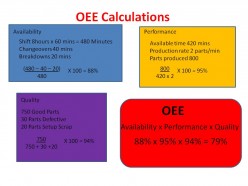
OEE Calculation
Overall Equipment Effectiveness (OEE) is the measure used within TPM to measure a processes’ overall availability, performance and quality. It is a composite measure made up through measuring each of the 6 big losses and can be used to direct your problem solving initiatives.
-
Gemba
This is the “real place” in Japanese and within Lean we mean the actual place in which value is created in our work processes. Unless a manager or engineer actually visits the place in which the work is being done and questions the process it will be impossible to fully understand and improve it. It is important that all take the time to observe and question the processes at the Gemba.
-
Visual Management – Visual Workplace
You should aim to implement the visual factory; this is one in which it is obvious at a glance as to how things work and flow. It ensures clear communication of information within the workplace as well as highlighting in an obvious manner if something abnormal has occurred.
-
Andon
Andon lights or flags are signals that are used within the workplace to highlight when something abnormal has occurred such as a machine breakdown. A red light and even a siren could be used to call immediate attention to the issue for action by the responsible persons. They ensure real time communication of issues and an immediate response.
-
Muda – 7 Wastes of Lean
7 Wastes of Lean
Muda within lean is defined as any activity or process that does not add value. You must understand what they are if you are to be able to eliminate them from your processes. These are generally characterized through the 7 wastes of lean (remember using the simple acronym – TIMWOOD):
- Transport
- Inventory
- Motion
- Waiting
- Over-Processing
- Over-Production
- Defects
In addition you may also consider:
- Waste of talent
- Waste or resources
- Waste of by-products
-
Mura – Unevenness
Mura is the waste of unevenness or inconsistency within what we do. This manifests as uneven work demand that may drive the creation of Muda with regards to inventory and over production. It places unfair demand on both employees and the processes themselves and is one of the root causes of waste within your processes.
-
Muri – Overburden
Muri is overburden of your processes and employees and again drives the creation of Muda. Muri is unnecessary stress that is caused by poor instructions, lack of training, and inappropriate tools to name just a few causes.
-
Added Value
Value Adding Processes
Value needs to be understood if you are to drive out waste from your business. It can be defined as something that your customer will be happy to be paid for with regard to your product or service. If they would be unhappy to pay for it then it has no value and should be driven out.
-
Kaizen
Kaizen is “Change for the better” and is seen as the lean process for continual improvement of all that we do. It is not correcting issues when they occur but seeking to actually improve our processes to make them more efficient and to prevent any possibility of defects. This is a team process usually led by supervisory staff to make steady incremental improvements to quality and performance.
-
Kaikaku

Kaizen Event
This is a kaizen breakthrough event that is run to make a significant improvement to a process within a short space of time. Unlike standard kaizen which seeks to make incremental improvements the event approach is designed to make a major impact on how a process performs. Typically it will be performed by a multifunctional team, including people from the target area. They will focus on the area with no need to worry about other day to day tasks.
-
7 Quality tools
Quality Tools
There are seven quality tools that have been traditionally used to help with data collection and problem solving, although many more have been added over the years. These include all of the following:
- Tally Sheets
- Histograms
- Pareto diagrams
- Ishikawa or Fishbone Diagrams
- Process Control Charts
- Process Mapping
- Brainstorming
- 5 Whys
- PDCA
-
Just in Time – JIT
Just in Time production is one of the main pillars of Lean manufacturing. It is the principle of producing what the customer wants, in the quantity that they require, when they want it, and where they want it, without delays or waste. It specifically seeks to remove inventory from your processes.
-
Inventory Reduction
Inventory Reduction
Inventory driven by over-production is often by far the worst waste in your business, as well as tying up a significant amount of cash. It prevents us being able to provide our customers products through Just in Time. Reduction of our inventory is vital to being able to make improvements in our processes.
-
Continuous flow – Single piece flow
The ideal process is one in which product flows one at a time from operation to operation without delays or stocks between any operations. By implementing continual flow you will immediately highlight any issues within the process as well as reducing the need to hold high levels of work in progress stock.
-
Pull System
In traditional manufacturing, demand is forecast and batches of product are pushed through the production processes. This leads to large levels of stocks and work in progress as well as the potential of producing product that will never be ordered. With pull production you take from production what the customer orders only and it is built on demand.
-
Kanban Systems
Kanban
Kanban is how many companies, such as Toyota, control their pull production. Typical Kanbans are cards, containers or even physical spaces within the factory. Production only takes place when there are containers, spaces or cards that signal that the part should be made. Typically goods are taken from the end of the line which signals earlier processes through the Kanban to produce more.
-
Cellular Manufacturing
Cell Manufacturing
A traditional manufacturing plant has its machines arranged in “silos”. They will have for instance a welding area, a moulding area, a machining area, and so forth. Large batches of materials are then moved from silo to silo. Cellular manufacturing however seeks to place all of the required processes and tools within one working call dedicated to a single product or family of products. This self-contained cell then can produce those products from start to finish using a simple pull system.
-
Takt Time
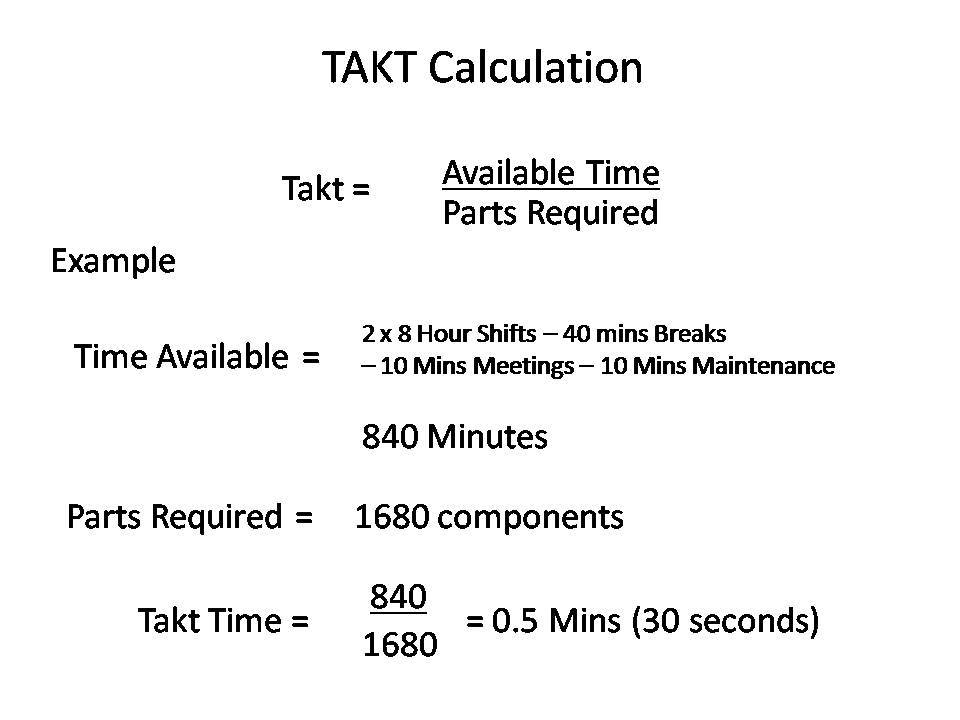
TAKT Time Calculation
Takt is the “beat of the drum” by which your processes should operate. It is the average time in which you need to complete a product. The Takt time dictates the rate at which each process within your company should operate to avoid bottlenecks and over production of components and finished goods.
-
Product Family Analysis
This is a study undertaken to identify which products utilize which processes within the company. It is used to identify products that can be grouped as families as they share similar process flows. This enables you to set up cells and lines that will be suitable for a family of products.
-
Inventory Reduction
Inventory Reduction
One of the biggest of the seven wastes if Over-Production and the resulting Inventory. Excessive inventory masks many problems within your processes and can cause you to tie up vast amounts of your cash. To achieve continual flow and pull production these inventory levels must be reduced to the absolute minimum possible.
-
Heijunka
Heijunka is the process of levelling the workload within the company to remove the waste of Mura or unevenness. We seek to ensure that the whole of your production process will operate at the Takt time of the business.
-
Yamazumi Boards
A Yamazumi board or chart allows you to visualize all of the time taken within your operations. It is a tool that allows you to “stack up” all of the component times and to balance how long each step in your cells will take. This allows you to achieve the smooth flow required for your processes.
-
Lead Time Reduction
The time from order to delivery is something that is very important to most customers. Today it is often the company that is able to deliver the quickest that is going to win the order rather than the cheapest. Being able to improve all aspects of your process from the back office processing and design through to your final delivery is vital in reducing your lead times.
-
SMED – Single Minute Exchange of Die
Single Minute Exchange of Die
One of the most valuable tools for reducing the time spend on changeovers or setups is that of Single Minute Exchange of Die or SMED. It literally seeks to ensure that you can changeover your processes in less than 10 minutes. Using SMED ensures that processes that once took a day to changeover are done within minutes allowing you to not only to utilize your equipment more effectively but also to reduce batch sizes to a minimum for continual flow.
-
Jidoka – Built in Quality
Jidoka is the principle of “Built in Quality” or “Quality at Source” and is one of the main pillars of Lean production. Within everything that we do we should seek to ensure that it is done precisely as it should be. Poor quality product or service can sink a company very quickly. Jidoka seeks us to look for ways to ensure that every process can only turn out conforming product. We aim for “Right First Time” in all that we do.
-
Taguchi Loss Function
This was developed by Genichi Taguchi who showed that satisfaction and dissatisfaction are not simply black and white based on a product being within specifications. The taguchi loss function basically shows us that the chances of a customer being satisfied with a product are higher if the product is within specifications while their chances of being dissatisfied become higher the further away from nominal you become.
-
Poka Yoke
Poka Yoke is a method of error proofing. Visual inspection is time consuming and often highly ineffective so we use Poka Yoke methods to automatically detect or prevent the creation of defects within our processes. Processes themselves highlight the defects or will not accept them.
-
Autonomation
Autonomation is a phrase coined within Toyota that means “Automation with a human touch.” They seek to design machines within which repetitive or difficult tasks are automated but the processes themselves are still monitored by human beings. The people only need to intervene when something out of the ordinary has occurred.
-
Line Stops
One of the first steps in Jidoka is to STOP. If you are producing non-conforming product then you do not just carry on doing so. Personnel are provided the authority to stop the process and even the whole line. This motivates everyone involved to become quickly involved to resolve the issue rather than just building a mountain of scrap or product for later rework.
-
5 Whys – Root Cause Analysis
5 Whys
Far too often when we “fix” a problem all we do is to deal with one of the symptoms of a bigger underlying issue. We must seek to drive our problem solving to the true root cause of the problem and fix that. Asking “Why” 5 times in a row will often help us to focus in on what that root cause may be.
-
People
People are one of your greatest assets no matter what your business is, and are one of the main pillars of lean. Without their creativity and hard work it will be hard to succeed and to compete in any business. You must always value and develop your teams to ensure that you get the best from them.
-
Self-Directed Work Teams
These are teams of individuals within the workplace that have a multitude of different skills. They are empowered to make changes and improvements within their area with a goal to make the processes better and to avoid issues.
-
Team Building
Management’s role within self-directed work teams is one in which they should be coaching and developing the teams rather than directing their every action. Their aim should be to build a cohesive team that is able to achieve the goals that are set for them.
-
Empowerment
A team that has no real control or authority over their work place is unlikely to be able to make the improvements and changes that are required. A team must be given the authority and any necessary funding to be able to truly be effective at what they are doing.
-
Cross Training
Within any team it is important that members fully understand each other’s roles and in many instances need to be able to undertake those roles. This enables a much higher degree of flexibility from the team allowing them to cover each other’s functions as required as well as enhancing any problem solving and improvement initiatives.
-
Hoshin Kanri – Policy Deployment
This is about setting overall goals for the business and then deploying and aligning those goals throughout the business. It requires you to take your business strategy and to translate it into objectives that are cascaded down through the business. A review process is then put in place to ensure that these goals are met.
-
Supplier Relationships
The traditional relationship between an organization and its suppliers is one in which the company wants the lowest possible price and the supplier wants the highest and each will fight and maneuver to try to achieve their goals. Far better that they develop a mutual cooperation so that the success of both companies is shared. Often this involves “open book” sourcing and a full sharing of knowledge between the companies.
-
Value Stream Mapping
Value Stream Mapping
Value Stream Mapping (VSM) is a powerful method to visualize the flows and wastes within your processes. As a tool it can be used to highlight where action is required within the process as well as providing you with a target to aim for through your future state value stream map.
-
Bottle Neck Analysis
No matter how fast individual machines may be your overall process will only ever flow as fast as the slowest part of the chain. It is vital to identify and improve the bottlenecks that restrict your flow to improve them if you require a faster flow through the process.
-
KPI – Key Performance Indicators
Key Performance Indicators are metrics that the company uses to provide goals and targets for all aspects of their business. These should be aligned from the top level company strategy through to what should be achieved within individual cells. KPIs have a huge impact over behavior so they should be chosen with care to ensure that you foster the correct behavior within your company.
-
SMART Goals
Goals need to be written in a way that allows them to be effective. They should be:
- Specific: it should be clear as to what the goal refers to.
- Measurable: you must be able to know when you have reached the goal.
- Achievable: the goal should not be something that can never be reached.
- Relevant: it should be something that is important.
- Time Limited: it should be clear when the goal should be reached.
-
Continuous Improvement
You may be the best at what you do today. However, there will always come a time when someone will become better at doing what you do and they have a chance to snatch away your business. You cannot afford to sit still with anything that you do. You must always strive to continually improve all aspects of what you do.
-
PDCA – PDSA
Plan Do Check Act
Plan, Do, Check, Act (PDCA) is the simplest improvement cycle and is often know as either the Deming cycle or the Shewhart cycle after the quality Gurus that invented and pushed its implementation. This is a continual cycle for improvement and should be repeated over and over to ensure that you continuously improve your processes. Also known as PDSA – Plan, Do, Study, Act.
-
DMAIC
DMAIC
DMAIC is a variation on PDCA introduced through 6 sigma. The steps are:
- Define: outline the process, the boundaries for your study and the expectations.
- Measure: collect data on the current state of the process.
- Analyze: show the gaps between the goal and current performance and identify the causes.
- Improve: design and implement solutions to close that gap.
- Control: put in place changes that prevent the process slipping back into its old ways.
-
TQM – Total Quality Management
Total Quality Management puts the focus very much on what the customer wants and how you will achieve it. First implemented within Bell Telephone Laboratories by Walter Shewhart it was taken up by Japanese manufacturers and put to good use to dominate their markets.
-
A3 Problem Solving
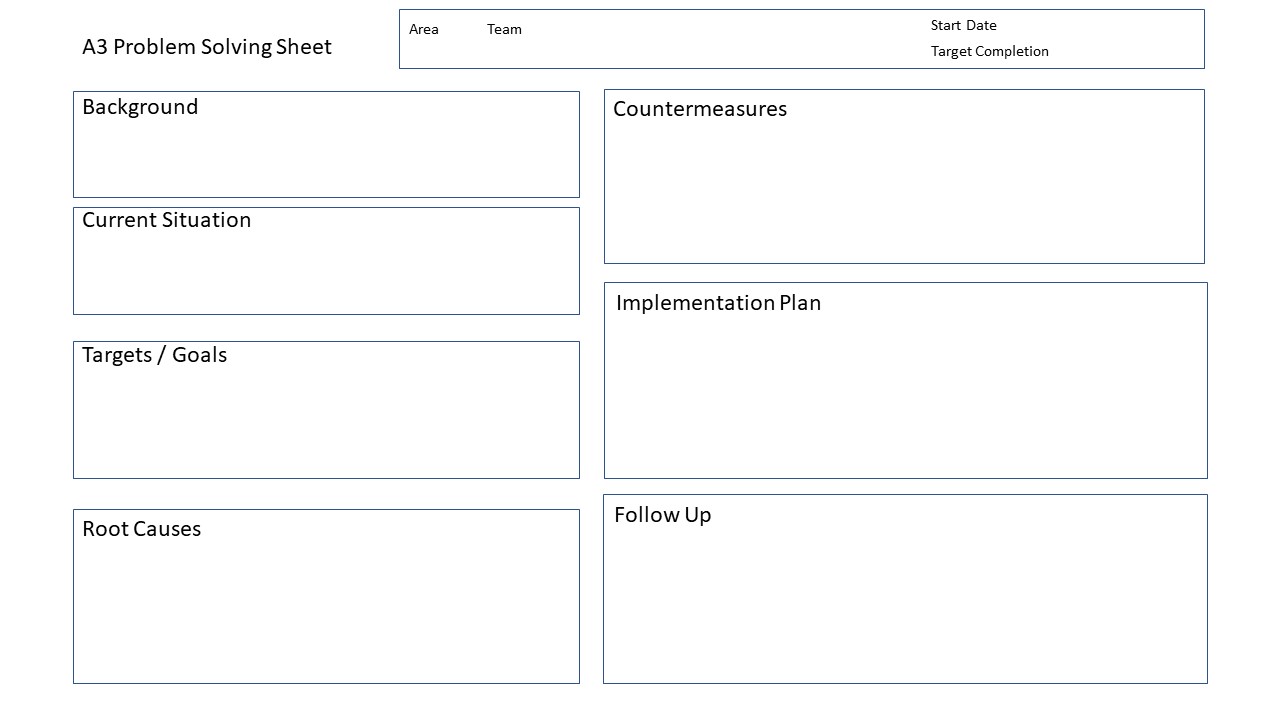
A3 Problem solving is technique based around the PDCA cycle where you use a formal template based on a piece of A3 paper to identify and drive improvements or problem solving. This keeps all of the information local and helps to direct and maintain your efforts.