
What is Kanban?
Kanban is a visual method for controlling production as part of Just in Time (JIT) and Lean Manufacturing. As part of a pull system it controls what is produced, in what quantity, and when. Its purpose is to ensure that you only produce what the customer is asking for and nothing more. It is a system of signals that is used through the value stream to pull product from customer demand back to raw materials.
Its literal meaning is that of a flag or sign, when you see that flag you know that it is time to manufacture the next part. Kanbans can take many forms but in most production facilities they will use Kanban cards or bins to control the process, although there are no limits to how you can control and design kanbans; only your imagination.
The Origins of Kanban
As with Just in Time manufacturing the idea behind kanbans comes very much from Toyota and their observation of a supermarket (Piggly Wiggly) operated in the US. The supermarket would only replenish what was taken by the customers from the shelves; this meant that shelves never overflowed with excess stock or ran empty. This pull was transferred from the customers all the way back to the various suppliers.
Just in Time was implemented and designed at Toyota by Taiichi Ohno who took over 15 years to perfect their system. During the 1970’s many western visitors would bring back Kanban cards and want to implement the systems within their own manufacturing facilities; often with little real understanding of how they worked. It was not until the 1980’s that Kanban control really started to be understood in the West.
Push Production vs. Pull Production
The main focus of JIT is to pull production through the process as the customer actually takes what they want. The ideal flow being a single part manufactured as required; although this is not always possible with many processes without significant redesign or investment. This is very different to what most companies have traditionally done.
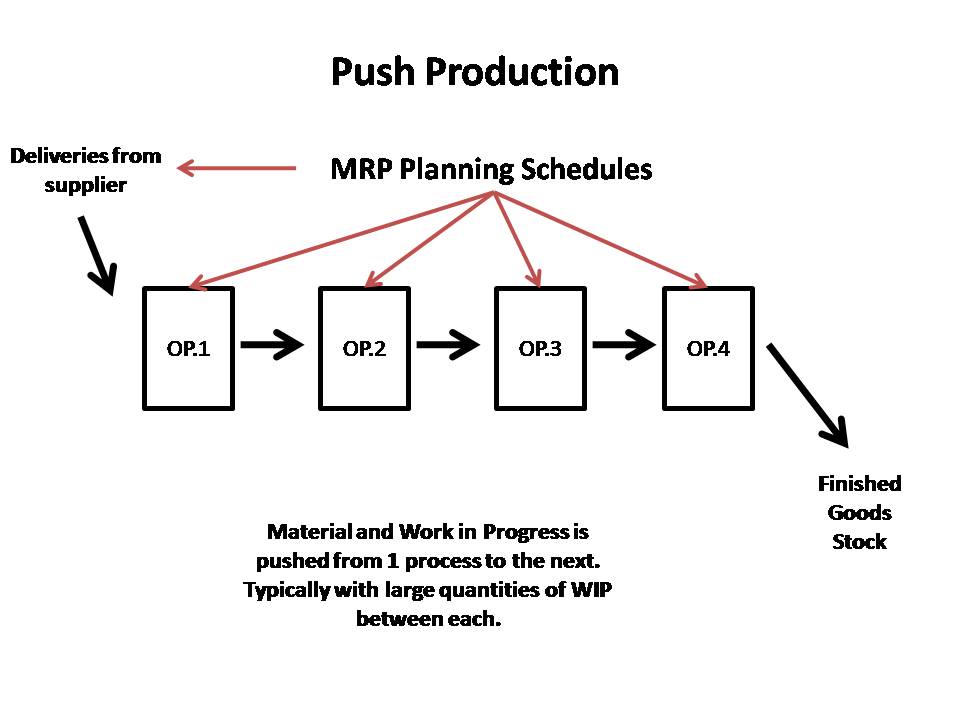
Traditionally production processes are scheduled, raw materials ordered, and then manufactured to create stock based on a forecast of what the customer is expected to order. This is push production and is driven very much by the materials being fed into the start of the process and all processes being controlled through a schedule or MRP. This typically produces products in large quantities or batches and ties up a huge amount of your capital in stock and Work in Progress (WIP).
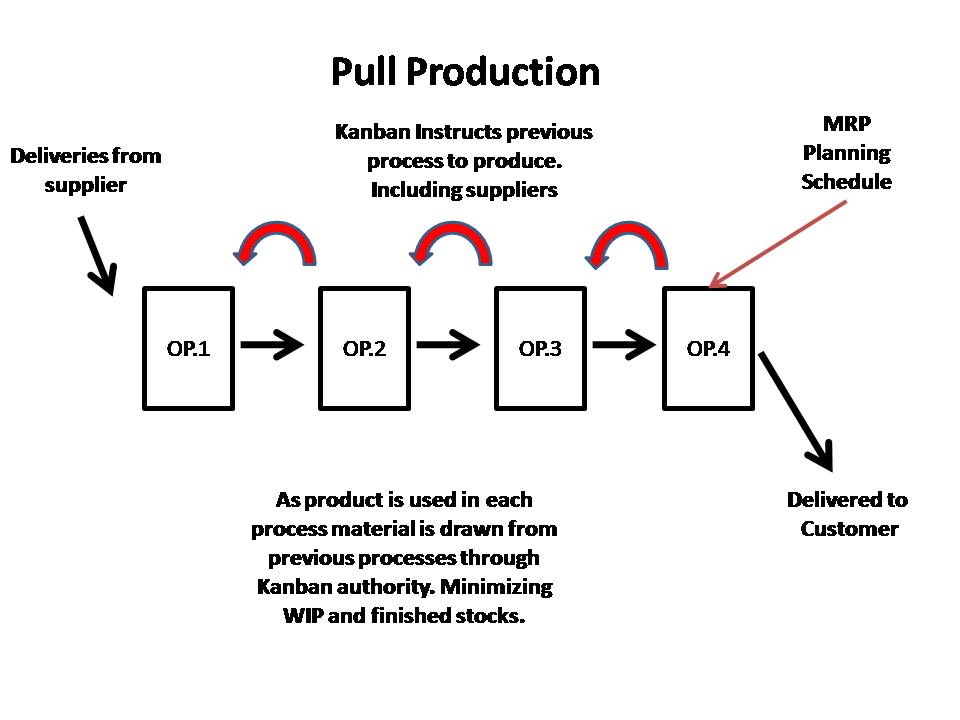
Pull production however works in reverse, when a customer takes a product from the end of your production process a signal is then sent back down the line to trigger the production of the next part. Just as a supermarket will fill the empty shelf each preceding process in the flow will request the parts that it needs from its preceding process. This process is controlled through the use of a Kanban.
How Does Kanban Pull Production Work?
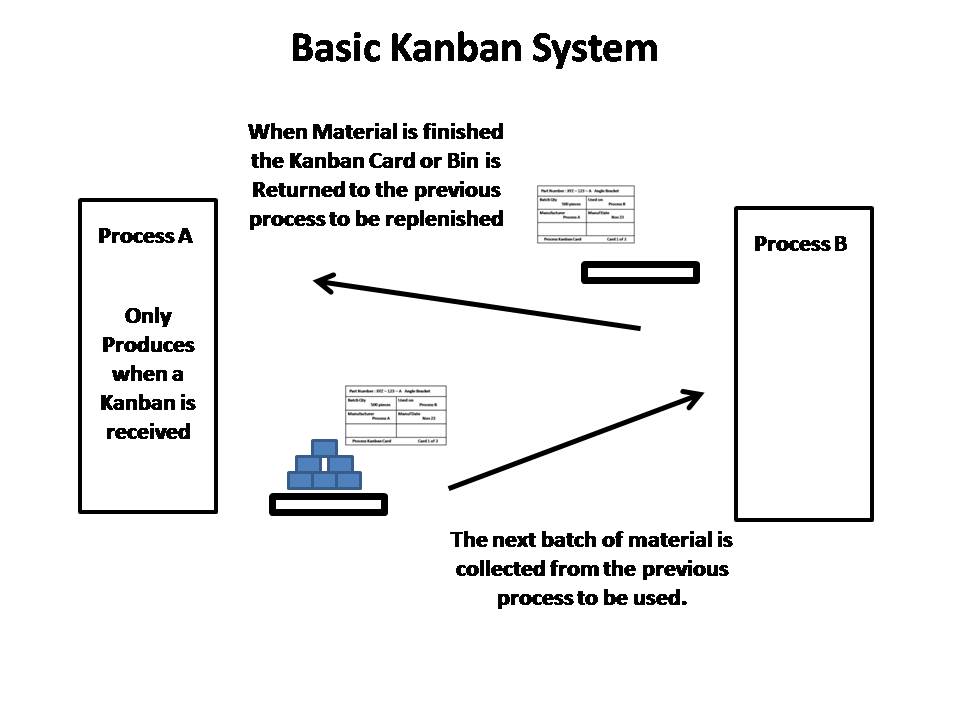
In its simplest format a kanban is just a signal back to the proceeding operation to make the next part. So for a simple process that has single piece flow it would operate just as the simple diagram below:
Of course production is rarely as simple as this. Many processes just could not manufacture 1 product at a time economically and quick enough even with rapid change overs. We also have many production lines making multiple products for the customer. All of these things complicate things and require a little more thought to be put into designing the system.
However no matter what system you use the following rules for Kanban should always be followed:
Kanban Rules
- The later process collects product from the earlier process
- The later process informs the earlier process what to produce
- The earlier process only produces what the later process needs
- No products are moved or produced without Kanban authority
- No defects are passed to the later process
Decreasing the size or number of kanbans within the system will increase the systems sensitivity to changes or problems. This is often the best way to highlight issues within the process and to drive improvements.
Implementing a Kanban System Means That:
- Earlier processes never push production onto later processes
- Nothing is ever made without Kanban authority
- Nothing is made if there are no Kanbans
- You have to be able to identify defects as close to the source as possible
- You cannot operate with large batches or lots of plan changes
- Where possible demand should be smoothed
Ideal Environment for Kanban Implementation
The following are the ideal conditions required for the use of Kanban. The further you are from these conditions the harder it will be to implement, and the larger the safety margin you will want to build into the system to prevent problems:
- Regular demand from the customer; if your customer demand is highly irregular and difficult to predict it can be hard to hold Kanban stocks in the traditional supermarket style. You may end up holding larger than necessary stock and work in progress levels without some careful thought about organizing your system.
- Low product variation; if you make many hundreds or even thousands of different products then you will not want to hold stocks of them all as this could easily increase the amount that you hold. You will want to reduce this burden by ensuring that there are many commonly used parts between products and that you make the product unique as late in the process as possible.
- Clear flow; facilities that are organized in a silo style with all similar processing being done in one location are hard to control with a kanban system; although not impossible by any means. A better arrangement is one in which all processes are organized together to provide a flow line or cell.
- Small dedicated machines; many companies will invest in large all singing all dancing machines that will service all products that they make. Often these machines will drive the use of large batches and will be a bottleneck for the facility. Far better if smaller dedicated machines are used within product flow lines.
- Quick changeovers; many machines and processes can take a long time to set up to run a new product or variant. This again drives large batches and can create significant bottlenecks within your production. The use of Single Minute Exchange of Die (SMED) techniques can make a significant impact in this area.
- Repeatable and reliable processes; if machines are prone to breaking down and processes are not repeatable then it will be hard to control any form of production system let alone Kanban. The use of Total Productive Maintenance (TPM), 5S, operator driven quality improvements, and standardized operations will help you to put in place the foundations that are required.
- Reliable suppliers; your suppliers are a vital part of your process and you will need to ensure that they are able to support the kanban processes that you wish to implement reliably.
Not having these conditions does not mean that you cannot implement Kanban and Just in Time. It just means that you will have to put a little more thought into how your systems are designed and how they will work. Irregular demand and large variations in products for instance can require you to use CONWIP systems rather than the more usually seen cards or bin systems. While unreliable machines will require you to have a larger safety factor in the quantities that you use within your system.
Often when you are starting out with JIT and Kanban you will start with large Kanban quantities and slowly reduce the amount of stock over time in a planned fashion to highlight and remove problems. Lowering the inventory levels will uncover the many issues that are there.
What Types of Kanban Systems Are There?
As already said, the system that you implement will always be down to your specific needs and should be designed accordingly. That being said there are some very common methods that will almost certainly fit many of your needs:
Kanban Cards
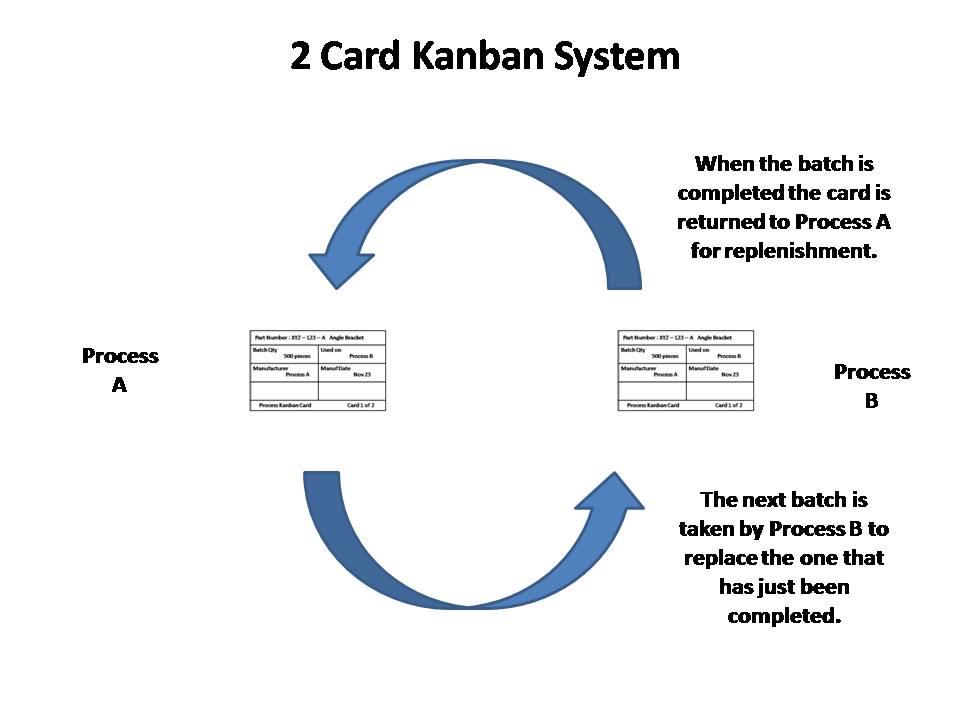
These are usually simple cards or sheets of paper that are attached to a batch of material. Usually there are just two or three cards for each product in the system although there may be more if you have to handle larger batches of if the product size itself is large. These cards will typically detail what the product is, where it is used, and the quantities that should be there. For multiple cards systems it will also say which card it is and of how many (Card 1 of 5).
When a process finishes using the materials to which the Kanban card is attached the card is returned to the previous process. This is then used as authority for that previous process to manufacture replacement parts. In multiple card systems, the process will typically have to wait for a set number of cards to be returned before they start to manufacture the next batch.
How Does a Kanban Card System Work?

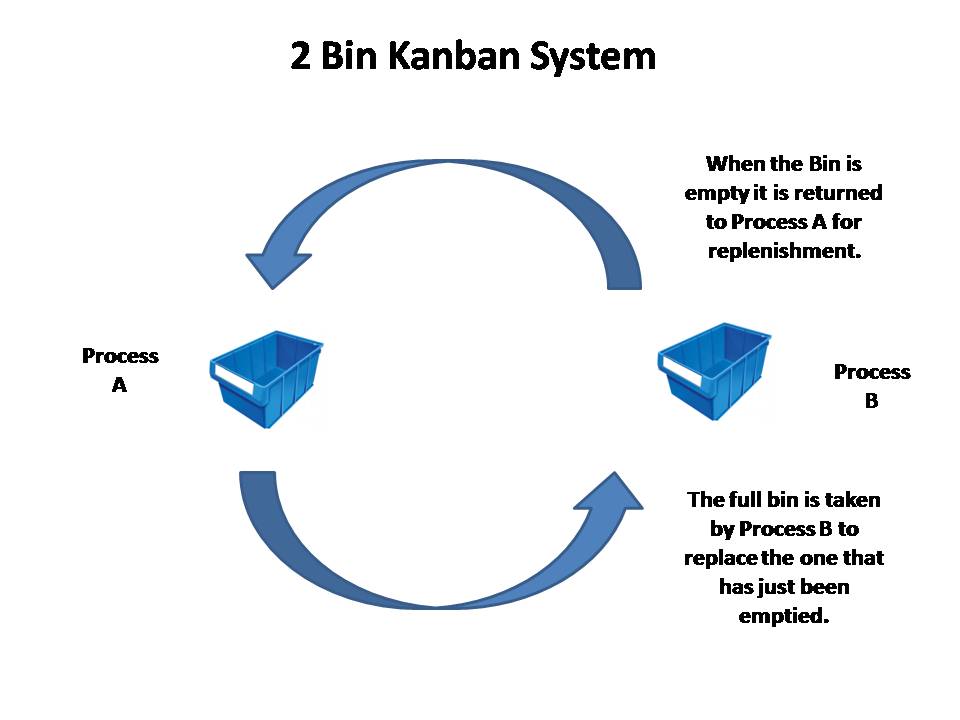
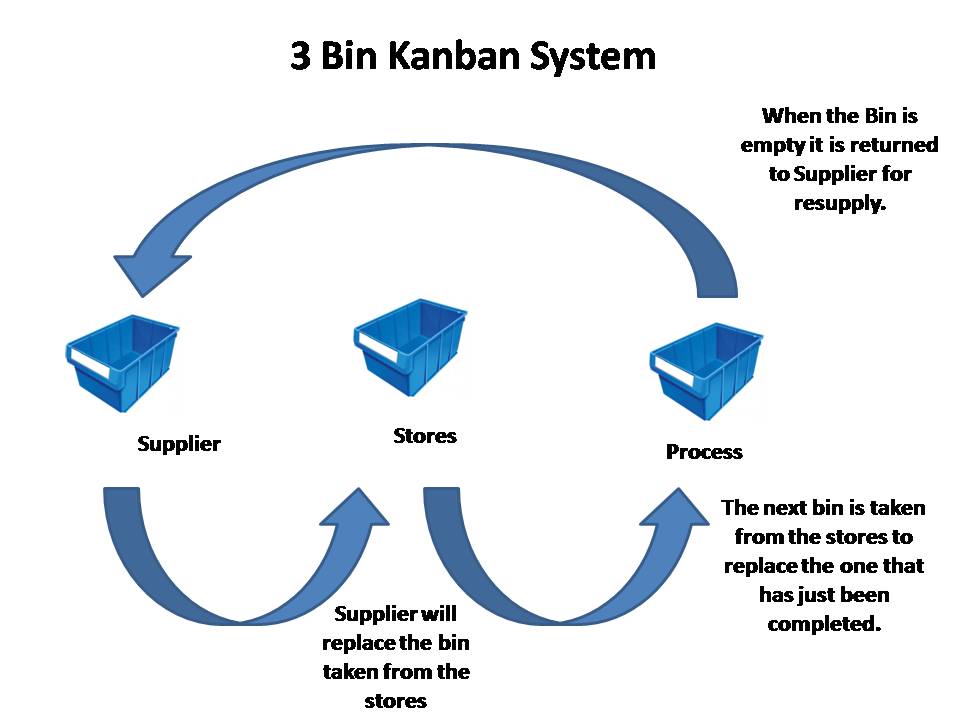
Kanban Bin Systems
Bins are used in a very similar way to Kanban cards. However, instead of their being cards attached to the materials the container that they are kept within becomes the actual Kanban. These will usually be labeled with similar information to the cards and will be returned to the previous process as authority to produce when they are emptied.
As with cards, you can have 2-bin Kanban systems, 3-bin systems and upwards depending on the amount of stock that is required within the system.
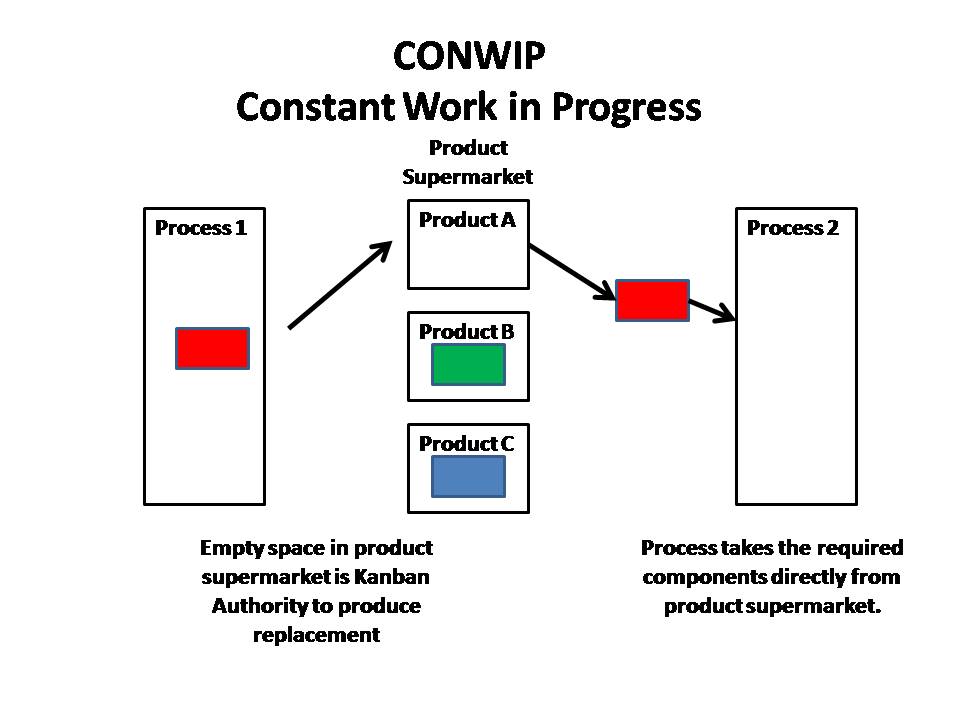
CONWIP Systems
CONWIP is CONstant Work In Progress; this system is more like the actual idea of using supermarket shelves where the Kanban is the actual location on the shop floor. So when a process removes a product from the previous process the empty space is the Kanban and the previous process will work to fill the hole.
This system works well for systems in which you can achieve near to one-piece flow and within which variation is limited.
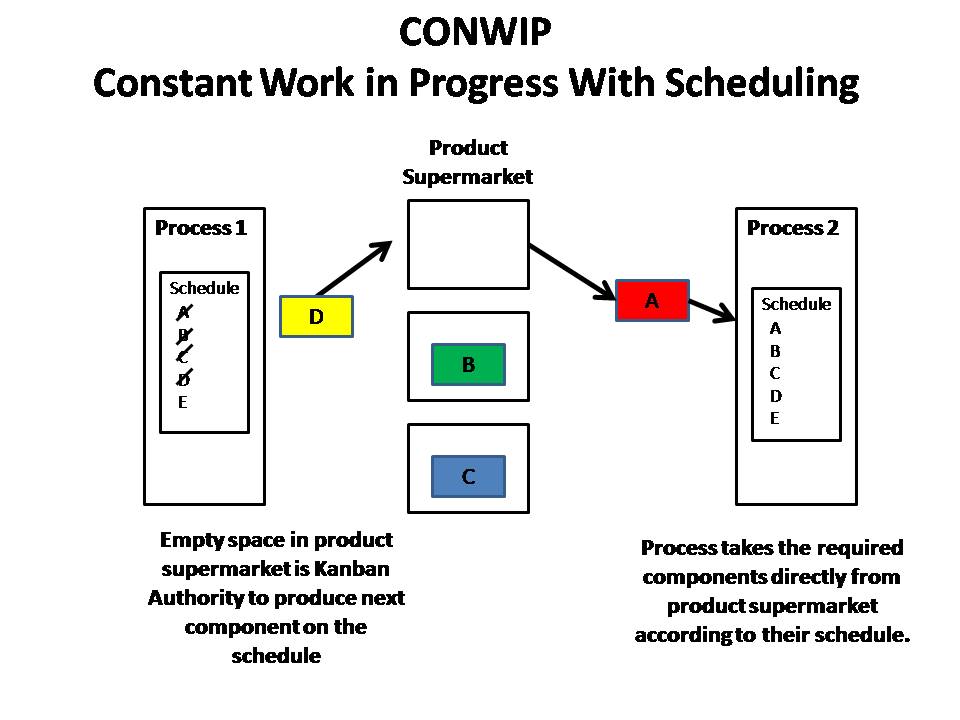
However, that being said it can also be used very successfully within those areas in which there is a large amount of variation if combined with a “make to order” type approach to planning. If the Kanban location becomes vacant, the process will simply build the next component or batch on their list.
How Does CONWIP Kanban Work?
E-Ban and Fax-Ban Systems
With technology available, it is often possible to have paperless kanban systems put in place through the use of scanning barcodes or each machine simply telling the previous that it has cycled. The electronic processing and transmission of data works in much the same way as any other Kanban system. One of the most common areas for these systems to be used is between a company and their suppliers.
Calculating Kanban Quantities
One of the main aims for any Just in Time system utilizing Kanban is to try to reduce the amount of stock held within the system. Therefore, you will want to calculate the number of component within each bin or batch and the number of actual Kanbans in the system.
Kanban Calculation:
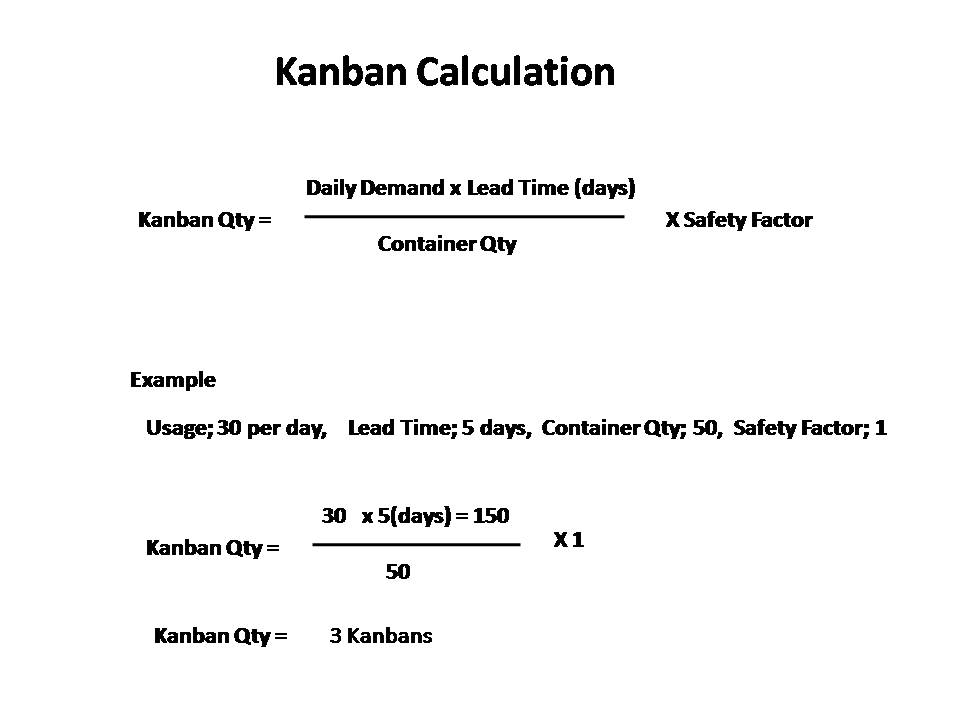
Calculating Daily Demand
Use real data; don’t just make a rough guess as to what your daily demand is. Your demand may vary seasonally as well as being affected by a host of other issues so you will want to use a figure for your Kanban that is going to effectively cope with any situation. In most cases, it is best to aim for a figure that covers around 90% to 95% of peak demand.
The more variation there is in the demand then the larger the safety factor that you may want to use to try to cushion problems.
Calculating Lead Time
As with demand use actual data and aim for a figure that is 90-95% of the peak. A lot of variation in lead times will indicate that you may have problems with machine reliability and repeatable processes so you will want to look at improving them. If lead times are long then you are going to be looking at large batches and should really be looking to implement SMED to reduce them.
Safety Factor
This factor should be defined according to your confidence in the system used. If you have total confidence in the reliability of your processes then it can be set as 1. If however you feel that you have issues with anything from machine reliability to supplier delivery performance then you may want to set this higher. A higher safety factor will help to protect you from stock outs when issues do occur; however, they will increase your stock holdings.
Reducing Kanban Quantities
One of the biggest of the seven wastes is that of inventory. You will want to remove as much inventory from your system as possible as this hides many of the issues that you have within your processes:
Inventory Hides Problems
By reducing the size of your Kanban quantities, you will start to reduce that safety net that you have in place and problems will start to break the surface forcing you to take action. This is an effective way to highlight issues and to start making continuous improvement within your processes.
Implementing Kanban
As with implementing any other lean manufacturing tools you will need to do it as part of an overall philosophy within your business. There is an ideal environment for using Kanban and a Just in Time system and as such you should be always trying to get closer to that ideal.
Kanban is not something that is going to work overnight, nor is it something that can be just dropped into place without explanation or training. There is also no one size fits all solution that is going to be right for you.
You are going to hit resistance due to problems with machine reliability, set ups and a host of other issues. You are also going to encounter problems with everything from Kanban bins that get taken out of the system to be used to carry coffee (It happens!) through to suppliers just simply not understanding what is required of them.
As with anything – proper preparation and planning will prevent poor performance. So ensure that you have a proper project plan in place to implement Kanban along with the many other important lean manufacturing tools that you need.