
Discover everything that you have ever wanted to know about the many lean tools and techniques and how they can be implemented to great effect within your business. We offer a full run down of all the many ideas and tools that you will find within Lean Manufacturing and Lean Six Sigma.
Welcome to Lean Manufacturing Tools, this website will educate you as to the various principles of Lean Manufacturing, its many effective tools and techniques and the people who have been instrumental in its rise. This site will also keep you up to date with new developments in the various industries in which lean is being implemented.
As you scroll down this page you will find brief summaries of the various lean tools and techniques and links to pages where they are described in more detail.
Lean Manufacturing Tools

The tools of Lean Manufacturing
There are many different lean manufacturing tools that you can implement within your business. Together they form one comprehensive whole that can be implemented as Lean within your company. These tools are most effective if they are implemented together, however many can be used on their own to solve specific issues within your business.
If you are looking for a full run down of the many tools that are used within Lean and Lean Sigma and what they are for, then take a look at our Top 50 List of Lean Tools.
Free Lean Presentations
We also offer you a full range of free to download lean presentations that are available in PowerPoint (pptx) and PDF formats. These cover many of the different lean techniques and are free to use within your own business. We also provide online training and consulting through our lean coach.
What Is Lean Manufacturing?
Lean has been called many things in the past; world class manufacturing, Stock-less production, Just in Time Production, and the Toyota Production System (TPS), to name a few, but what is Lean Manufacturing?
Lean is so much more than simply a way to cut costs and remove waste from your business. By using lean you can ensure that you improve the quality of your work as well as delivering just what the customer needs on time every time.
Follow this link for a full discussion of lean and a lean manufacturing definition.
The History of Lean Manufacturing
Lean Manufacturing has a history that goes back many hundreds of years before the model T Ford production lines and the Toyota Production System that we know today. Knowing where Lean came from and why it was developed can help you to have a better understanding of what it can really do for you. For a full discussion look at the history of lean manufacturing.
The Benefits of Lean Manufacturing
Why would we want to implement lean manufacturing? What are the benefits of lean manufacturing? Toyota went from a manufacturer of cheap cars to the world leader through their implementation of the Toyota Production System, known in the West as Lean Manufacturing.
By implementing Lean Tools in your business, you have the opportunity to eliminate waste, to save money, and to grow your business.
For a full round up of anecdotal benefits as well as factual statistics have a look at the benefits of lean manufacturing.
Principles and Philosophy of Lean Manufacturing

The Principles of Lean Manufacturing
There are five main principles of lean manufacturing as defined by Womack and Jones in their 1990 publication “The Machine that Changed the World”.
These principles are:
- Identify value as it is perceived by the customer.
- Identify the value stream through your business.
- Make the value flow.
- Pull from the value stream.
- Strive for perfection.
To understand more about these lean principles and how they are applied within your business follow this link: lean principles.
Muda, Muri and Mura The Wastes of Lean

Seven Wastes or 7 Mudas
Waste is anything that adds no value to your process or products. If it is not something that the customer would be happy to pay for then it should be something that you should strive to remove.
Toyota look at three main areas of waste and identify them as the 3M’s, or Muda, Mura and Muri:
- Mura: This is the waste of inconsistency or unevenness. This can be seen in peaks and troughs in the demands on our time.
- Muri: this is the waste of overburden. This is the stress that we create on our employees and processes through excessive demands, lack of training, poor instructions and a host of other issues.
- Muda: this is more traditional identification of waste that most people identify with. Usually this is seen through the Seven Wastes of Lean manufacturing and is any process that does not add any value.
The seven wastes of lean are:
- Transport: the movement of goods from one location to another.
- Inventory: from finished goods stocks to work in progress (WIP) and raw materials.
- Motion: the movement of a person or a machine within the operations.
- Waiting: time spent idle and unproductive.
- Overproduction: producing something that is not actually required now.
- Over-Processing: doing work that is beyond what is actually required.
- Defects: all of the rejects and rework that may be produced.
In Addition the following are often added to create the 8 wastes of lean or more:
- Talent: this is the failure to use the skills and knowledge of your employees.
- Resources: using power, water and other resources unnecessarily.
- By-Products: not making use of anything left over within your processes.
5S Workplace Organization

5S Lean Manufacturing Tool
.
5S is one of the basic building blocks of Lean Manufacturing and one of the first lean tools that you will start your implementation with. It is a foundation stone of Lean and you cannot succeed without it. But what is 5S, what are the benefits of 5S, and how do I set up a 5S program? 5S is not just for manufacturing processes, it is as applicable in service operations and 5S office implementations often give greater improvements in lead time than those conducted on your shop floor. With the addition of Safety as an additional “S” we get 6S; 5S plus Safety.
The steps of 5S are:
Sort or Seiri: Removing all clutter from the area.
- Straighten or Seiton: to set in order the equipment, tools and materials.
- Sweep or Seiso: to clean and check everything.
- Standardize or Seiketsu: to put in place standard ways of working.
- Sustain or Shitsuke: to instill self-discipline and make the process part of everyday practice.
- Many will also add the sixth “S” for Safety to make it a more specific step of the process.
.
.
Process Mapping and Value Stream Mapping
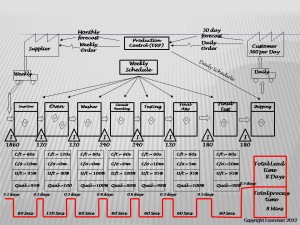
Value Stream Mapping (VSM)
Being able to visualize how your processes interact and work is vital to understanding what is happening within your business.
Process mapping your value stream using ideas and techniques such as Value Stream Mapping (VSM),simple Flow charting, or spaghetti diagrams is a very powerful way to identify and highlight the wasteful steps in your processes.
These maps and charts allow you to quickly identify where you need to make improvements within your processes. You can also create future state maps and create action plans to simplify your work and drive improvements within all that you do.
.
.
Just in Time Production and Kanban
Just in Time production or JIT is one of the main pillars of Lean. It is all about making what the customer wants, when they want it, where they want it and, in the quantities requested without anything being held up within inventory.
This requires a reduction in inventory and a move towards working with small batch sizes. It also requires you to improve and balance the flow of your processes. The ideal process is one in which you have Single Piece Flow; you will create just the one product when it is called for.
Typically you will need to use Single Minute Exchange of Die (SMED) techniques to reduce setup times to enable batch size reductions.
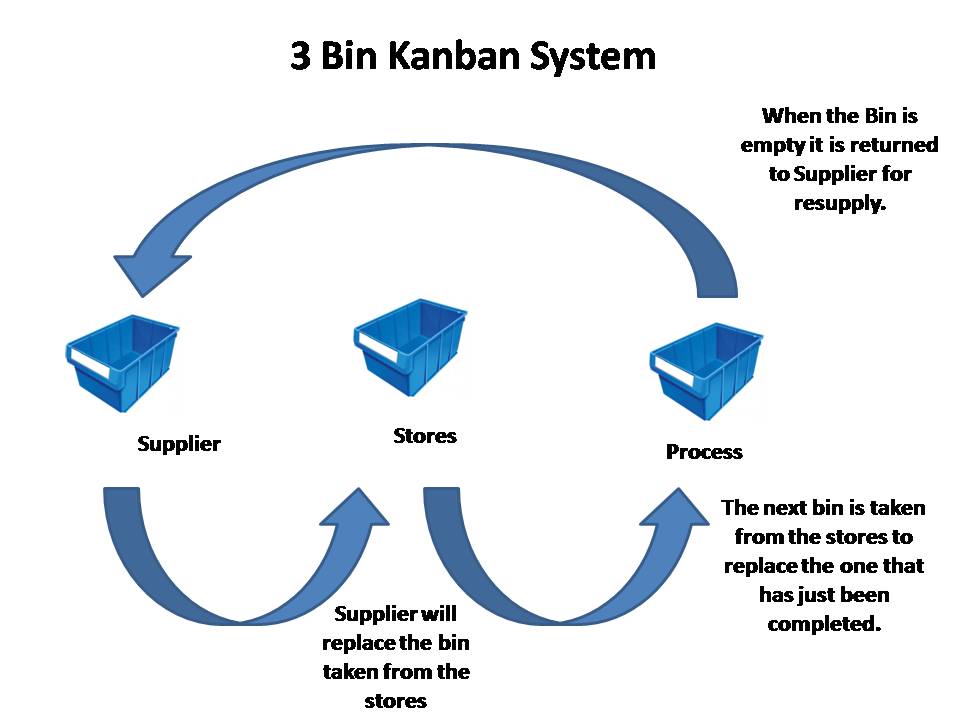
Just in Time production is also about “Pull Production”. Rather than plan and push production through your processes you pull products from the processes as they are ordered. We implement Kanban to enable clear flow without excessive amounts of planning or inventory.
Kanban is a simple method of signaling preceding processes what to make and when. It enables us to draw materials through the process as they are required without building excessive stocks.
.
Kaizen

Kaizen Event
.
Kaizen is all about continuously improving every process in your business. This can be done through ongoing continual improvement or through a dedicated Kaizen Blitz designed to make a rapid improvement to a specific area of your business.
Traditional Kaizen is a team based initiative that seeks to use all personnel within an area to drive continual improvement in all that they do. This is an ongoing process that seeks to make small incremental improvements week after week.
A kaizen blitz is usually expert led and seeks to make a step change improvement to the process. Usually there is a specific aim to the project such as to improve efficiency or to reduce defects. These projects typically last around a week and can generate significant improvements to a process.
Jidoka

Jidoka is one of the Pillars of the house of Lean
.
One of the supporting pillars of the Toyota Production System and hence Lean Manufacturing; Jidoka is about built in quality.
It encompasses ideas such as:
- Autonomation: which is giving machines the “human touch” so that they can stop when things are incorrect.
- Poka Yoke or mistake proofing to prevent defects being produced, accepted or passed on.
It also encompasses the philosophy of stopping the production line when defects are discovered. You provide workers with the authority to stop work until issues are resolved rather than trying to work around them.
Jidoka provides the framework to drive the non-acceptance of problems and drives continual improvement.
.
Total Productive Maintenance

TPM to keep machines reliable
.
Total Productive Maintenance (TPM) is the machinery equivalent of Total Quality Management (TQM) and involves everyone in the organization in focusing on eliminating the six big losses through the use of a performance measure known as OEE. TPM builds on Preventive maintenance and predictive maintenance programs and involves the operators through autonomous maintenance. This is another foundation stone of Lean manufacturing which ensures that you not only have reliable processes by eliminating breakdowns but also standardizes your processes, reduces and improves setups and increases product quality.
We would like permission to post copies of your 7 Wastes poster on our shop floor
Thank you,
~Ed
Feel free to use for your shop floor, but please note that it is not for commercial use and should not be reproduced for other uses.
To whom it may concern,
My name is Melanie Barlow from the Shingo Institute, I am currently looking for exhibitors for our 27th International Conference located in Provo, Utah, USA; May 4th-8th, 2015. I believe that our attendees would be very interested in Lean Manufacturing Tools. We are a culture based educational organization that is highly respected for building lean operating systems and developing strong company culture. We work with work renowned companies international based such as Rexam, Autoliv, Boston Scientific, and many more throughout production and healthcare. For more about us please go to http://www.Shingo.org . If you are interested in exhibiting please contact me at melanie.barlow@usu.edu or by phone at 435.797.2514.
I look forward to working with you in the future.
Thank you,
Melanie Flamm Barlow
Development Assistant
Shingo Institute, Home of The Shingo Prize
3521 Old Main Hill, Logan, UT 84322 USA
office: 435.797.2514 | fax: 435.797.3440 | http://www.shingo.org
My name is jamuel fernando see, we own a business and part of another company that sorely needs training in Lean. please contact me if anyone can help… jamo0312see@yahoo.com
Could you help me to know the variables that help to improve productivity and lower cost by lean manufacturing to get to the performance and What are the factors that affect performance by lean manufacturing.
Thank you
Hi, I was researching information on OEE effectiveness and I came across your site. which is great for people that are looking to expand their knowledge of lean manufacturing, continuous improvement and OEE.
OEE is a newish focus area for my company, and I just put together an infographic combining information from a beginners guide to OEE and a white paper on how executives can leverage OEE. I named it ‘Leveraging OEE for Manufacturing Improvement’.
I thought maybe you’d be interested to see it?
Hi.
I am an Industrial Engineering student from Pakistan.These Details about Lean Manufacturing Tools helped me a lot in my concept building and giving me various details of Lean Manufacturing.
Thnx for sharing all this.
HI
i get all usefull
please send me Manufacturing Tools of all the latest control tools
Hi
We are working in a garments factory and just start the Lean management, as trainer it will be help our development stage,
thanks for sharing
Hi,
I am a trainer for 5S and other lean management programs.Your website and the activities were very informative. Thanks a lot for sharing them.
Sonia Confidence India
Hi,
I am preparing a Lean Management Training Programme for my organization.
Thank you for sharing your great Lean Management material.
Best regards
Alessandro
I’m Preparing all Lean tools in cycle with explaning each method.
Thanks for the simple and smart information.
Nice Info On Lean Manfacturing
I’m Preparing all Lean tools in cycle with explaining each method.
Thanks for the simple and smart information.
We are working in a Nokia factory(specializes in manufacturing smart phone) and just start the Lean management, as trainer it will be help our development stage, Please share to me
thanks for sharing